Material Inconel 718, método de formação de cabeça de parafusos de cabeça escareada de doze pontos (一)
Inconel 718 é uma superliga à base de níquel reforçada por precipitação de Ni-Cr-Fe-Nb. As fases de fortalecimento são a fase γ'' quadrada centrada no corpo e a fase γ' cúbica centrada na face. A designação doméstica é GH4169. Comparado com outras ligas de alta temperatura, o Inconel 718 possui boa estabilidade térmica e resistência à corrosão, e possui excelente durabilidade à fadiga e à fluência em temperaturas abaixo de 650 ° C. Portanto, tem sido amplamente utilizado em várias peças quentes de motores aeronáuticos [ 1-3]. O parafuso de cabeça escareada de doze pontos Inconel 718 é um produto representativo de fixadores aeroespaciais de alta temperatura e alta resistência. A cabeça é geralmente formada por cabeçote a quente e a deformação da cabeça é relativamente grande durante o processamento. Devido à complexa composição da fase da liga e às várias estruturas do material Inconel 718, a plasticidade do processo é baixa e a resistência à deformação durante o trabalho a quente é relativamente grande, portanto a dificuldade de conformação a quente aumenta. Especialmente para parafusos de cabeça escareada de doze pontos com cones de cabeça escareada, o formato complexo da cabeça agrava ainda mais a falta de homogeneidade do campo de temperatura durante o processamento térmico, tornando as características de distribuição de tensão mais complicadas do que os parafusos convencionais de cabeça escareada de doze pontos. O desempenho do processamento se deteriora e é difícil garantir o tamanho, os requisitos metalográficos e de desempenho das peças. Neste artigo, visando as propriedades do material e as características estruturais dos parafusos de cabeça escareada de doze pontos Inconel 718,
2 características do produto
2.1 Estrutura do produto e características de desempenho
Na licitação global de uma empresa internacional de aviação civil, foi obtido um pedido de determinado tipo de parafuso de cabeça escareada de doze pontas. A estrutura da peça é mostrada na Figura 1, e os requisitos de desempenho são mostrados na Tabela 1. A cabeça da peça é composta por uma cabeça de doze pontas e uma face escareada. A cabeça de doze pontos pode garantir força uniforme durante a torção e evitar que a chave escorregue. O ângulo da face escareada da peça é 60°~64° e o diâmetro do círculo externo é 14,09+0-0,24mm. Devido ao formato complexo da cabeça do parafuso e aos requisitos de alta precisão de usinagem, é difícil para a cabeça dodecagonal e a cabeça escareada atender aos requisitos de precisão dimensional da peça quando a cabeça é processada pelo processo de cabeçote a quente.

2.2 Propriedades dos materiais e dificuldades de conformação
A superliga Inconel 718 possui composição complexa de fases de liga e diversas estruturas, o que reduz a plasticidade do processo durante o trabalho a quente e torna o material muito sensível a mudanças nos parâmetros do processo de trabalho a quente. Uma temperatura de deformação mais alta pode obter partículas recristalizadas uniformes e finas, mas se a temperatura de deformação for muito alta, o tempo de resfriamento após a deformação será prolongado, e o tempo de residência em alta temperatura também fará com que os grãos cresçam anormalmente, afetando assim a mecânica de o desempenho da peça. Além disso, para parafusos de cabeça escareada de doze pontos Inconel 718 com formatos de cabeça complexos, há um gradiente de temperatura óbvio durante o trabalho a quente. Quando a temperatura de deformação for muito baixa, haverá o risco de enchimento insuficiente da cabeça.
3 Análise da tecnologia de processamento
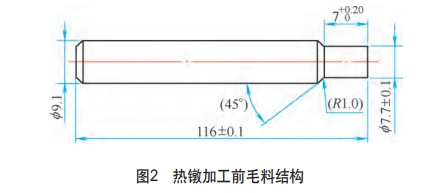
Para garantir que o produto acabado atenda aos requisitos do desenho, a cabeça do parafuso só pode ser formada por recalque uma vez, e a relação de recalque e forjamento deve ser reduzida tanto quanto possível para facilitar a conformação. De acordo com o tamanho do círculo externo da parte da face escareada, uma barra de φ9,1 mm é selecionada para processamento. Como a distância entre os lados da parte da cabeça dodecagonal é de 7,95 mm, é impossível usar lã de φ9,1 mm diretamente para recalque, portanto, o diâmetro do material da parte formadora da cabeça dodecagonal precisa ser ajustado para φ7,7 mm. A estrutura da lã antes do cabeçote a quente é mostrada na Figura 2.
Através da análise do processo acima, a principal rota do processo do parafuso é formulada: corte → retificação → torneamento → cabeçalho a quente → solução → face final de torneamento e haste polida → retificação de haste polida, diâmetro da rosca de laminação → marcação → filete de laminação a frio → rosca de laminação →envelhecimento →Detecção de partículas magnéticas fluorescentes→Detecção de desempenho e estrutura metalográfica→Embalagem.
3.2 Processo de cabeçalho quente
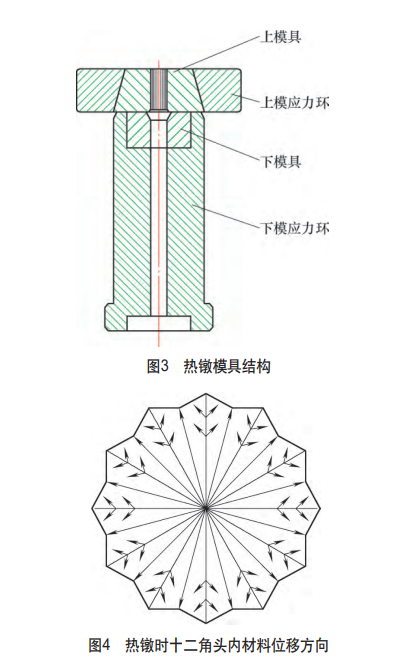
(1) Matriz de cabeçote quente De acordo com a estrutura do parafuso e características de tamanho, é usada uma matriz de cabeçote quente com uma combinação de matrizes superior e inferior, e a estrutura é mostrada na Figura 3. Entre eles, o molde superior é um molde de 12 pontos molde, o molde inferior é uma plataforma angular e a superfície final é a superfície de separação dos moldes superior e inferior.
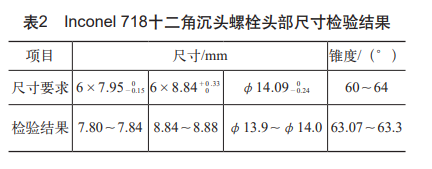
Quando este molde é utilizado para recalque, muitas vezes ocorre que o preenchimento dos doze cantos da cabeça não está completo e as peças não conseguem atender aos requisitos do desenho. De acordo com o teorema da resistência mínima, quando o material metálico é deformado plasticamente, a partícula interna se move ao longo da direção da resistência mínima, ou seja, a partícula se move na direção normal mais curta da área circundante deformada, conforme mostrado na Figura 4. Para o tipo de cabeça dodecagonal, como o comprimento normal em direção ao canto côncavo é menor que o do canto convexo, a resistência do ponto de massa ao deslocamento do canto côncavo é menor, resultando em menor deslocamento do material metálico na direção do canto convexo, e o canto convexo está termicamente perturbado. O recheio não está cheio. Ao alterar a velocidade de deformação do material, a resistência do material ao deslocamento do lóbulo pode ser reduzida, mas quando a velocidade de deformação do material é muito rápida, a força de impacto durante a deformação é muito grande, o que obviamente aumentará o desgaste a velocidade do molde e reduza a vida útil do molde. Ao mesmo tempo, a velocidade excessiva de deformação causará deformação irregular do material, resultando em fissuras locais na peça, por isso é necessário ajustar razoavelmente a velocidade de deformação do material.
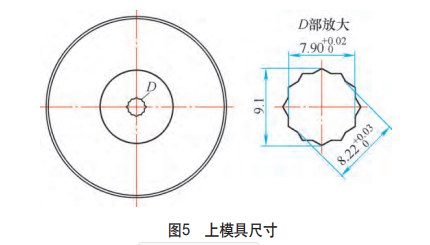
Com base nas razões acima, a distância do canto côncavo da matriz superior é ajustada para φ8,22 + 0,03 -0 mm (ver Figura 5), a tensão durante o cabeçote a quente é alterada e o processo de pré-deformação é aumentado para reduzir o velocidade de deformação. Através de vários testes de recalque no local, a distância diagonal da cabeça de doze cantos da peça foi medida e os resultados do teste são mostrados na Tabela 2.
Os resultados mostram que o efeito do cabeçote a quente é melhorado ajustando a folga da matriz, o que resolve o problema do formato incompleto da cabeça dodecagonal e pode garantir os requisitos de tamanho da cabeça da peça.